5S система бережливого производства: Система 5 с бережливое производство или стандарты рабочего места
Система 5с на производстве что это такое
Есть ли какой не затратный способ увеличить производительность труда? Спросили предприниматели и бизнесмены. Есть – это система 5S. Расскажу про систему 5С на производстве, что это такое, с примерами и практическими рекомендациями.
Содержание
Система 5С на производстве что это такое
Примеры из жизни производства «До»
Как внедрить 5S – 1 этап
Внедряем практически 5S – 2 этап
Как 5S внедрить на практике – 3-5 этап
Примеры из жизни производства «После»
Как не надо внедрять 5S
Система 5С на производстве что это такое
Одно время, работая в крупной российской организации, мы внедряли систему 5С. Позже я стала обучать сотрудников и проводить тренинги по внедрению 5S (допускается название и»С» и «S») . Это было начальное звено огромных трансформаций, которые пошли на пользу бизнесу.
Эта система позволила сотрудникам экономить время и силы на выполнение более продуктивных задач, на выполнение бизнес-плана.
Поэтому, зная тему изнутри, объясню простыми словами, что такое 5С. Прежде всего, это разумная организация своего труда. Цель – сэкономить время и силы, борьба с потерями, неэффективными движениями. Подробнее почитать, какие бывают потери и как их найти — можно в отдельной статье.

Это не только сокращение времени на операцию, повышение производительности и изготовление большего количества деталей в одну единицу времени, но и безопасность.
Расшифровка 5S:
- Sorting — Сортируй. Сортировка нужных и лишних вещей. Нужные – оставляй, ненужное – выброси! УБОРКА
- Set in Order — Соблюдай порядок. У каждого предмета свое место: где взял, туда и положи обратно. ПОРЯДОК
- Sweeping – Содержи в чистоте. Вытри пыль и дыши свободно. ЧИСТОТА.
- Standardizing – Стандартизируй. После многих попыток выбери самое удобное расположение вещей, и пусть так будет всегда и на каждом аналогичном участке. СТАНДАРТ
- Sustaining the discipline – Совершенствуй. Пусть применение принципов 5 с войдет в привычку и станет незаменимым спутником на рабочем месте, а не хаос – обузой. Периодично смотри критично на свое рабочее место «Что можно улучшить?» УЛУЧШЕНИЯ
Для получения полно представления о системе 5S приведу примеры ситуации «До» внедрения на производстве.
Примеры из жизни производства «До»
Цех со станками ЧПУ. В цеху работают 3 смены, 6 бригад – операторы станков с ПУ (пультом управления). Ежедневно вытачивают детали для машиностроения, используют в своей работе инструменты для измерения. Пересменок не на рабочем месте, встречаются в раздевалке.
Ситуация «До» внедрения
Пример 1
Начало смены начиналось с поиска нужного инструмента, иногда, утро начиналось совсем не с песни :).
Инструменты хранились в ящике того рабочего, кто последний использовал. Попользовался штангенциркулем и бросил в ящик, закрыл на ключ. А завтра ушел на больничный. Станки полдня простаивают, потому что никто не знает, где инструмент.
Пример 2
На том же производстве, но уже на рабочем месте в бухгалтерии. Вышестоящая организация запросила срочно сверку по деталям, отгруженным полгода назад. Мария Ивановна, ответственная за этот участок, проходила медкомиссию в этот день.
Отчет нужен срочно, с выборкой данных по браку и калибровке. Коллеги попытались помочь, потратили много времени, но найти в компьютере нужный документ не смогли. С бумажным вариантом дела обстояли еще сложнее, отчет нужно было «поискать» в стопке в шкафу.
Пример 3
На склад, на этом же производстве, обратился оператор станка за прибором, нутромер вышел из строя. Кладовщик искал нужный инструмент 40 минут, потому что сменщик «куда-то задевал».
Если посчитать все временные потери в примерах, и перевести в цифры – минуты – в часы – а потом в зарплату. За год получится внушительная сумма.
Даже если каждый работник простаивает (ожидает, ищет, ходит) по 20 минут в день, 247 рабочих дней 4940 минут – 82 часа в год по !одному! сотруднику. Сколько человек работает на производстве?!
В примерах описаны ситуации в разных подразделениях не случайно. Система 5С должна охватывать всю структуру. Везде, во всех отделах, цехах, начиная от руководителя и секретаря, соблюдайте единые стандарты работы.
Как внедрить 5S – 1 этап
1 этап – уборка, сортировка и удаление ненужного
- Определение критериев для сортировки.
Отложите все необходимое в сторону. Все, что подвергается сомнению в другое место. Что не используется – либо выбросить, либо в места дальнего хранения. Знаете, в каждом доме есть антресоли, куда складывается вещи, которые редко используются.
В месте дальнего хранения нужно раз в полгода проводить ревизию. Если не использовалось в течение этого периода, выкидывать. И 3 «кучка» — это вещи, подвергающиеся сомнению: нужно-не нужно.
На начальном этапе мы устраивали «субботники» после каждого рабочего дня целую неделю. Потом шутили: «копили добро годами, а разобрать хотим за час»
- Определение места временного хранения – «зона хаоса»
Сделать временную зону хаоса, куда помещать все предметы «без решения». Обращаю внимание, временную. Через месяц этого понятия быть не должно. Пометьте красным маркером или изолентой «место хаоса».
Система 5 гибкая система, ее необходимо подстраивать под компанию и коллектив. Где-то можно сделать общую временную зону, у кого-то это будет индивидуальное, свое место «неразберихи».
Удалить ненужные предметы – значит сократить количество предметов до нужного в данное время. Сортировка, произведенная правильно, перестает быть лишь наведением порядка, фактически она становится инструментом для полного обновления рабочего места.
Внедряем практически 5S – 2 этап
2 этап. Навести порядок
На данном этапе рисуется карта помещения, где внедряется 5S. Делаются замеры передвижения, перемещений «До» внедрения изменений. Цель – исследовать текущую ситуацию, сколько времени каждому оператору, чтобы взять заготовку, обработать ее на станке и отнести на стеллаж.
Замеры делаются по функциям и ролям как можно детальнее минимум 3 дня. Если это офис – то, как далеко ходит бухгалтер до принтера. Например, принтер расположен в дальнем углу от рабочего стола на расстоянии 15 м, печатает чаще всех – более 20 раз за день. Вот и получается, что бухгалтер наматывает 600 м впустую.
Встречались случаи в практике, когда принтер находился в другом кабинете, у руководителя. Руководитель печатает раз в 3 дня, а сотрудник – 18 раз на день. Мало того, что метры наматывает, но и еще беспрерывно отрывает руководителя (как стать эффективным руководителем можно почитать отдельно).
Поэтому цель данного этапа — рациональное расположение не только мелких инструментов, но и предметов мебели или станков. Расположение по потоку движения, как удобнее и быстрее выполнять свою работу.

После замеров и анализа деятельности, необходимо совместное обсуждение нового расположения. Подчеркну, совместного, это очень важно, чтобы участвовали и генерировали идеи все.
Иногда, приходится перестановку не по одному разу делать. Нарисовали на бумаге, казалось удобно, а на практике совсем наоборот. Это нормальные рабочие моменты.
По длительности внедрения это самый трудоемкий этап. В помощь — принципы, которым необходимо следовать…
Основные принципы
- Ориентируйтесь на улучшение потока. Система «5S» основана на совершенствовании рабочего потока, а эффективность потока зависит от определенного ритма или процесса работы;
- Чем меньше, тем лучше. Чем меньше предметов мебели, оборудования и прочего в помещении, тем проще поддерживать в нем порядок;
- Сделайте так, чтобы поиск и использование любого предмета не вызывали затруднений;
- Подумайте, чтобы вопрос «куда вернуть предмет после использования?» не возникал ни у кого; Создайте условия для того, чтобы возвращать предмет на его место можно было быстро и легко; Полки и ящики не должны хранить пустоту;
- Расположите вещи в один ряд. Такой способ дает возможность не передвигать передний ряд, чтобы добраться до заднего;
- Избегайте хранения в штабелях, вертикальных рядах;
- Не располагайте тяжелые предметы прямо на полу. Используйте для их хранения подставки.
- Применяйте маркировку, например, цветную изоленту, малярный скотч.
- Обведите контуры для расположения предметов.
- Используйте принцип зонирования
Как 5S внедрить на практике – 3 — 5 этапы
3 этап. Привычка
Сделайте своей привычкой содержание рабочего места в чистоте. Каждое утро/вечер протирать пыль на оборудовании, заодно внимательно исследовать на предмет поломок. Это дает шанс своевременно заявить или заменить необходимый инструмент. Важно не только вычистить все снаружи и изнутри, но и одновременно провести проверку.
4 этап. Стандартизация
Цель — разработка стандартов контроля и поддержания в порядке рабочего пространства на основе первых трех «S». Для этого разрабатывается чек-лист для проверки, назначается ответственный и периодичность аудита. Хорошо работает перекрестный аудит из смежных подразделений.
5 этап. Совершенствование
Цель пятого этапа: непрерывное повышение эффективности методов по поддержанию рабочего окружения.
1.Развернуть всеобщее обучение.
- Основой обучения являются стандартные операционные процедуры в рамках всех «S»;
- Наличие средств обучения, т.е. тренинги, видео, книги, инструкции.
2.Сделать «5S» привычкой.
- «5S» вплетается в ежедневную деятельность;
- Предусмотреть периодичность аудитов;
- Организация инспекций руководством;
- Поддерживание обмена опытом внедрения «5S».
3.Продолжать улучшения.
- Обеспечение поддержки руководством;
- Системный подход к изменениям.
Возможно, будет интересны статьи по теме:
Примеры из жизни производства «После»
Сохрани порядок, потом порядок сохранит тебя. Этот девиз нужно повесить на каждом рабочем месте. Кроме быстродействия трансформация 5S повышает безопасность. А это является KPI на производстве (подробнее в статье). Приведу некоторые решения после внедрения 5С.

Пример 1
Размещение стенда с инструментами между станками. На стенде у каждого инструмента свое место. Обязательные требования – свободный проход между станками, все масляные пятка должны быть засыпаны древесными опилками. Рядом лежит журнал оценки эффективности оборудования.
Пример 2
В компьютере у всех сотрудников единая система стандартизации. Документы расположены в папки с единой маркировкой. Создан единый ресурс для отчетов и документов общего пользования.
Хранение бумажных экземпляров имеет понятную для всех логику. Везде есть маркировка, например для почты «Входящая», «Исходящая».
Пример 3
На складе надписи на стеллажах по позициям. Соблюден принцип, то, что чаще используется – ближе расположено. Взята в расчет периодичность отгрузки. Расположение по габаритам и весу.
Конечно, работа с каждой функцией индивидуальна. В офисе все легче, быстрее: мебель можно двигать до идеального состояния, принтеры переставлять – испытывать «удобство». В цеху – многотонные станки раз в неделю не будешь перемещать. Мозговой штурм и много вариантов на бумаге рационального размещения приветствуются.
На складе своя специфика на первом этапе. Не будешь же выставлять 5000 позиций для сортировки. Рассчитывайте по срокам, работа может удлиниться. Выделяйте дополнительные ресурсы.
Возможно, Вам будут интересны еще способы повышения производительности труда…
Еще больше информации можно почерпнуть из книг по бизнесу, подборка лучших в отдельной статье.
Как не надо внедрять 5 S
В любом деле должна быть мера. Перегибы могут сыграть в этом простом и полезном инструменте для повышения производительности, плохую роль. Четкий баланс между расхлябанностью и «творческим беспорядком» до хождения по линеечке.

Ошибки
- Отсутствие поддержки со стороны руководителя, могут быть разные варианты – игнорирует, не поддерживает в своем кабинете, не участвует в работе. «Если менеджеры компании не могут реализовать систему «5S», значит, они не могут эффективно управлять». Майкл Вэйдер
- Коллектив разбился на 2 лагеря, тот, кто прошел обучение и реализует, и тот, кто еще не обучился и скептически настроен: «ну с.., посмотрим…»
- Отсутствие лидера внедрения. Обязательно должен быть человек, наделенный полномочиями руководителя, который прошел обучение и активно пропагандирует, организует, обучает остальных и контролирует.
- Навязывание жесткого единого стиля. Нельзя стирать индивидуальность, на каждом рабочем месте своя логика и свое удобство. Не может быть одинаковым рабочее место, например, правши и левши.
- Неумение работать с сопротивлением. В любом коллективе есть некий процент людей, которые будут говорить: «Мне и так удобно», «Я привык», «Я и так знаю, где все найти» и прочие негативные высказывания.
- Система штрафов за несоблюдение 5С.
Однако, несмотря на перечисленные ошибки система 5С, очень эффективна. Шаги и этапы позволят экономить время и пространство, увеличивать производительность и в конечном итоге, прибыль предприятия. Приходите на консультацию, разберем, как повысить рентабельность с помощью менеджмента.
Про не забывайте про 3 обязательные сопутствующие звена системы 5C:
Считаю, что система 5S применима во всех сферах деятельности, не только на работе, но и дома. Ведь ни одна хозяйка не расположит полочку со столовыми приборами у входа на кухню и внизу шкафа. Просто иногда привычка делать по-старому, не дает взглянуть на расположение вещей по иному. А 5С – это инструмент для улучшения качества работы и жизни.
Еще один огромный плюс организации работы с помощью описанной системы — огромная экономия времени. Подробнее о тайм-менеджменте для руководителя и не только, можно почитать в отдельной статье.
Надеюсь, в этой статье удалось рассказать про систему 5С на производстве — что это такое с примерами. Дело за малым, берите и внедряйте!
Пишите комментарии, делитесь своим опытом, ставьте лайк, присоединяйтесь к нам в социальных сетях. Возникшие вопросы, присылайте сюда: Центр заботы о клиентах
P.S. А те, кто хочет утроить мощность своего бизнеса: скачайте мою бесплатную книгу – Рестайлинг твоего бизнеса
С верой в Ваш успех, Светлана Васенович

5S | UMP
Система 5S одна из самых известных методик Бережливого производства. 5S считается «основополагающим» понятием системы LEAN, поскольку она определяет стабильность производимых операций, необходимую для создания и поддержки непрерывных усовершенствований.
5 составляющих системы 5S являются важными элементами в создании рабочей стабильности, необходимой для создания и поддержания процесса непрерывного улучшения, которым озадачены многие предприятия.

Главная цель заключается в создании чистой, упорядоченной и безопасной среды. Среды, где есть место для всего и все необходимое находится на своем месте.
Система 5S помогает сократить отходы, установить правила и дисциплину необходимые для поддержания и постоянного улучшения своего рабочего места. Многие компании начинают свою программу преобразования именно с 5S, потому что она достаточно быстро помогает устранить некоторые из видимых затрат, а также структурировать и упорядочить успешное следование другим инициативам непрерывного усовершенствования. Результы ее внедрения видны быстро
В основе системы лежат 5 принципов:
1. СОРТИРОВКА
Первый шаг системы 5S заключается в определении того, что необходимо сохранить и от чего избавиться. Ненужные предметы помечают «красной меткой». Это делается путем сортировки всех инструментов и материалов на рабочих местах и хранения исключительно предметов первой необходимости. Все остальное удаляют из рабочей зоны, чтобы освободить рабочее место от помех и опасностей.
Для организации процесса вы можете использовать:
- Ярлыки или бирки – Пометьте красным ярлыком неиспользуемые изделия и хранить их в определенном месте, чтобы сотрудники могли отсортировать и взять все, что по-прежнему необходимо. Любые предметы, не использовавшиеся в течение пяти дней, должны быть утилизированы.
- Ленты для маркировки пола — Для обозначения зоны с предметами, помеченными «красными ярлыками», в которой сотрудники могут найти то, что будет выброшено через несколько дней.
- Бланки протокола с красным ярлыком – Для отслеживания запасов, которые хранятся определенный срок и выбрасываются.
- Фотокамеру – Для того, чтобы делать фотографии данной зоны «до и после». Это очень наглядный инструмент при всей своей простоте — увидеть произошедшие изменения на фотографиях!
Лайфхак! Сортировать можно с использованием следующих принципов:

- нужные всегда — материалы, которые используются в работе в данный момент;
- нужные иногда — материалы, которые могут использоваться в работе, но в данный момент не востребованы;
- ненужные — брак, неиспользуемые инструменты, тара, посторонние предметы.
2. СОДЕРЖАНИЕ В ЧИСТОТЕ (СИСТЕМАТИЧЕСКАЯ УБОРКА)
Устраняя пыль, мусор, убирая источники загрязнения, проводя проверки оборудования вы повышаете уровень безопасности и производительность конкретного участка. Ваши рабочие места будут выглядеть как новые! И сотрудники будут с радостью приходить на работу. Каждый день…
Вы можете использовать:
- Чистящие средства и хозяйственный инвентарь – Включая веники, совки, салфетки, обезжиривающие и чистящие средства для мытья разных поверхностей.
- Щит для инструментов с контурами и маркировкой – Для хранения инвентаря.
- Средства индивидуальной защиты (СИЗ) – Включая перчатки и защитные очки, чтобы защитить сотрудников от опасных чистящих средств и мусора.
- Блокирующее оборудование – Для защиты работников от выпуска опасной энергии при выполнении очистки или технического обслуживания оборудования.
- Сорбенты в форме салфеток для периодической уборки и устранения проливов — Для повышения эффективности процесса и в случае сбора масляных и химических веществ.
Лайфхак! Соблюдение рабочего места в чистоте и опрятности. Порядок действий:
- разбить линию на зоны, создать схемы и карты с обозначением рабочих мест, мест расположения оборудования
- определить специальную группу, за которыми будет закреплена зона для уборки.
- определить время проведения уборки
3. СОБЛЮДЕНИЕ ПОРЯДКА
Пришло время найти способы сокращения источники отходов и ошибок на вашем объекте и сделать его визуально более наглядным. Легко? Не совсем. Стоит ли оно того? Определенно! Вы должны сосредоточиться на:
Организации оборудования:
Разработке мер безопасности:
- Знаки безопасности – Для информирования сотрудников о любых опасностях на рабочем месте.
- Маркеры для труб – Для немедленного уведомления вас о том, что вам нужно знать о содержании труб, направлениях потока и уровне безопасности.
Создании процедур:
- Этикетки с указанием процедуры — Разместить информацию о процедурах не в папках, а на полу цехов! Где их видят сотрудники и могут использовать ежедневно.
- Знаки безопасности – Разместить необходимую информацию по технике безопасности непосредственно в точке необходимости, что приводит к снижению затрат на профессиональную подготовку и повышению уровня безопасности.
Установление стандартов качества продукта:
- Ленты для маркировки пола – Для отметки полос движения, мест хранения, продуктов, которые должны быть проверены, для обеспечения качества и многое другое.
- Калибровочные этикетки – Для быстрого обнаружения отклонений в давлении или температуре с первого взгляда.
Создание эффективного учета и подъемно-транспортного оборудования:
- Магнитные этикетки для маркировки материалов – Для маркировки и организации пространства рабочих столов, полок, стеллажей, контейнеров, шкафов и транспортной тары.
- Показатели минимального и максимального уровней – Для определения ситуаций излишков запасов и точек, в которых запас должен быть заказан повторно.
Лайфхак! Четыре правила расположения вещей, которые позволяют их быстро найти и использовать:
- на видном месте;
- легко взять;
- легко использовать;
- легко вернуть на место
4. СТАНДАРТИЗАЦИЯ ПРОЦЕССА
Вы проделали хорошую работу, начав делать ваше рабочее место более бережливым. Теперь пришло время расширить свои усилия и создать практические приемы для сохранения данного стандарта компании. Это делается с помощью четких и последовательных функций и обязанностей, а также визуального контроля.
Вы можете использовать:
- Доску для планирования заданий – Визуализировать приказы о последовательности заказов и указать задержки по работы или пропущенные сроки.
- Графики и контрольные листы – Для показания того, какие сотрудники должны выполнять определенные задачи и когда эти задачи должны быть выполнены.
- Контрольная доска для отслеживания количества запасов – Контролировать использование запасов и обеспечить быстрое положение.
- Доски для оперативного бережливого менеджмента (УБМ) – Для отслеживания показателей и внедрения улучшений.
- Визуальные средства показания безопасного состояния – Как правило, для определения того, открыты или закрыты ли клапаны или воздушные насосы для предотвращения несчастных случаев.
5. СОВЕРШЕНСТВОВАНИЕ (ФОРМИРОВАНИЕ ПРИВЫЧКИ)
Не останавливайтесь сейчас! Вы сделали работу – теперь вам нужно сохранить ее результаты. Не останавливайтесь на достигнутом, дайте сотрудникам понять, что организация рабочего места является одним из главных приоритетов, и стремитесь к постоянному совершенствованию рабочего места.
Вы можете использовать:
- Свой собственный принтер, материалы для этикеток и программное обеспечение для создания этикеток – Создавайте знаки, ярлыки и ярлыки по мере необходимости.
- Графики линии поведения – Помогайте сотрудникам запомнить последовательности задач на основе стандартной диаграммы.
- Профилактические задачи технического обслуживания – Поддерживать предупредительные показания технического обслуживания в соответствии с маркировкой вибрации и точками ультразвукового датчика.
- Визуальные средства идентификации запасных частей – Для четкого определения правильных запасных частей.
- Уроки и этикетки, посвященные одному пункту – Помогайте сотрудникам помнить об иногда упускаемых или важных частях процедуры.
Принципы и инструменты бережливого производства системы 5S
Система 5S – один из ключевых инструментов бережливого производства, направленный на повышение безопасности, эффективности и производительности труда на рабочем месте (рабочем пространстве). Благодаря своей простоте и эффективности часто является начальным этапом совершенствования производственной системы. При этом реализация данной методики формирует новую культуру производства, позволяющую качественно изменить организацию.
Название метода происходит от 5 шагов, каждый из которых начинается на “С”. Так как систему придумали в Японии, оригинальные названия читаются примерно так: Seiri, Seiton, Seiso, Seiketsu, Shitsuke. Позже 5 этапов внедрения были переведены на английский: Sort, Straighten, Sweep, Standardize, Self-discipline, – и русский. Один из вариантов русского перевода: Сортировка, Самоорганизация, Сияние, Стандартизация, Совершенствование. Из-за наличия русского перевода этапов название системы можно встретить как в латыни (5S), так и русскоязычном варианте (5С).
Примечателен тот факт, что схожая система – CANDO (Clearing, Arrangement, Neatness, Discipline, Organization), – появившаяся в США намного раньше, чем 5S, в наши дни менее известна и распространена. По некоторым источникам, CANDO – один из тех принципов бережливого производства, которые основатель производственной системы Toyota позаимствовал во время визита на завод Ford.
Первый шаг системы 5S – Сортировка
На данном этапе все мероприятия сводятся к определению необходимых для работы инструментов и удалению всех ненужных, неисправных или неиспользуемых предметов. Для чего это делается? Для повышения безопасности на рабочем месте, стандартизации выполняемой работы – соответственно, повышения продуктивности и качества.
Практики бережливого производства называют этот шаг самым сложным, так как признавать ненужность предметов, которые долгое время находились под рукой, для большинства людей не так просто. В психологическом плане это требует отказа от привычного порядка, сформировавшегося за годы работы, и принятия нового, неизвестного, часто насаждаемого извне.
Для того, чтобы преодолеть сопротивление на этом этапе, чаще всего прибегают к трем приемам:
- Проводят обучение принципам бережливого производства и системы 5S.
- Вовлекают сотрудников в процесс реализации системы 5S на их непосредственных рабочих местах.
- Создают зону “красных меток” (Red Tag Area) – карантин для предметов, которые не используются на рабочем месте ежедневно, однако по тем или иным причинам не могут быть удалены немедленно.
Второй шаг системы 5S – Самоорганизация или систематизация
Как говорят практики бережливого производства: “всему свое место, и все на своих местах”. Данный этап нацелен на максимально рациональное размещение необходимых для работы предметов в рабочем пространстве. Чем чаще используется предмет, тем ближе и доступнее он должен быть расположен. Чем реже – тем больше шансов найти его за пределами рабочего места, например, в шкафу или на общем стенде.
Зачем это делается? Опять же, безопасность, продуктивность и качество. Удобно расположенный предмет обеспечит эргономику рабочего места и целевое применение. Те же инструменты, которые используются реже, следует разместить в поле общего доступа, что существенно сократит их необходимое количество.
Основные приемы данного этапа системы 5С – различные варианты визуализации: маркировка, зонирование, оконтуривание, метод “теней” и т.д.
Третий шаг системы 5S – Сияние или содержание в чистоте
Данный этап направлен на создание условий для поддержания чистоты рабочего пространства. Разумеется, это подразумевает уборку и чистку. Но на этом третий шаг внедрения системы 5С не завершается. Необходимо установить источники загрязнения – понять причины и разработать план мероприятий по их устранению.
Также на данном этапе разрабатываются графики и стандарты уборки (кто, как часто и чем проводит уборку?), а также обеспечивается необходимых для этих целей инвентарь.
Четвертый шаг системы 5S – Стандартизация
Стандартизация предполагает меры по закреплению и удержанию достигнутых результатов. Для этих целей разрабатываются организационные стандарты, которые в лаконичной и визуализированной форме закрепляют правила относительно обустройства, визуализации, уборки, зонирования и других параметров рабочих мест.
Кроме того, настоящий этап предусматривает создание системы контрольных механизмов, чаще всего аудитов 5С. Для чего это делается? Чтобы предотвратить постепенное “скатывание” системы к первоначальному состоянию.
Пятый шаг системы 5S – Совершенствование
Как проще всего обеспечить удержание полученных результатов? Только непрерывно совершенствуя рабочее пространство усилиями всех сотрудников: каждый сотрудник, каждый день, всюду!
На данном этапе применяют следующее:
- Обеспечивают информирование персонала о состоянии процесса развертывания системы 5S, результатах аудитов, выявленных проблемах и т.д.
- Обеспечивают интеграцию системы 5S и системы подачи предложений по улучшениям.
- Обеспечивают интеграцию системы аудитов 5S и премирования сотрудников.
Что такое 5S? Система 5S. Система 5с
Что такое система 5S
 Система 5S – это система организации рабочего места, которая позволяет значительно повысить эффективность и управляемость операционной зоны, улучшить корпоративную культуру, повысить производительность труда и сохранить время. Это первый шаг на пути к созданию бережливого предприятия и применению других инструментов системы менеджмента компании Toyota.
Система 5S – это система организации рабочего места, которая позволяет значительно повысить эффективность и управляемость операционной зоны, улучшить корпоративную культуру, повысить производительность труда и сохранить время. Это первый шаг на пути к созданию бережливого предприятия и применению других инструментов системы менеджмента компании Toyota.
Краткая история системы 5S
В Японии системный подход к организации, наведению порядка и уборке рабочего места возник в послевоенный период, точнее, к середине 50-х годов ХХ века. В то время японские предприятия были вынуждены работать в условиях дефицита ресурсов. Поэтому они разработали для своего производства метод, при котором учитывалось все и не было места никаким потерям.
Первоначально в японской системе было только 4 действия. Слова, обозначающие эти действия, в японском языке начинаются с буквы «S»:
- Seiri (整理)– Sorting – сортировка.
- Seiton (整頓) – Straighten or Set in Order –рациональноерасположение.
- Seiso (清掃) – Sweeping – уборка.
- Seiketsu (清潔) – Standardizing – стандартизация работ.
Позже добавилось пятое действие, его назвали Shitsuke (躾) – Sustaining – поддержание достигнутого и совершенствование, и оно завершило цепочку элементов, которые теперь известны как 5S.
Сейчас система 5S обладает фундаментальной мощью для того, чтобы изменять рабочие места и вовлекать в процесс улучшений всех работников.
В систему 5s входят пять действий:
1) Сортировка – означает, что вы высвобождаете рабочее место от всего, что не понадобиться при выполнении текущих производственных операций.
Рабочие и руководители часто не имеют привычки избавляться от предметов, которые больше не нужны для работы, сохраняя их поблизости «на всякий пожарный случай». Обычно это приводит к недопустимому беспорядку или к созданию препятствий для перемещения в рабочей зоне. Удаление ненужных предметов и наведение порядка на рабочем месте улучшает культуру и безопасность труда. Чтобы более наглядно продемонстрировать, сколько лишнего скопилось на рабочем месте, можно на каждый предмет-кандидат на удаление из рабочей зоны повесить красный ярлык (флажок).
Все сотрудники вовлекаются в сортировку и выявление предметов, которые:
- должны быть немедленно вынесены, выброшены, утилизированы;
- должны быть перемещены в более подходящее место для хранения;
- должны быть оставлены и для них должны быть созданы и обозначены свои места.
Необходимо чётко обозначить «зону красных ярлыков» предметов с красными флажками и тщательно её контролировать. Предметы, остающиеся нетронутыми свыше 30 дней, подлежат переработке, продаже или удалению.
2) Рациональное расположение – означает определить и обозначить «дом» для каждого предмета, необходимого в рабочей зоне. Иначе, если, например, производство организовано по сменам, рабочие разных смен будут класть инструменты, документацию и комплектующие в разные места. В целях рационализации процессов и сокращения производственного цикла крайне важно всегда оставлять нужные предметы в одних и тех же отведённых для них местах. Это ключевое условие минимизации затрат времени на непродуктивные поиски.
3) Уборка (содержание в чистоте) – значит обеспечить оборудованию и рабочему месту опрятность, достаточную для проведения контроля, и постоянно поддерживать её.
Уборка в начале и/или в конце каждой смены обеспечивает немедленное определение потенциальных проблем, которые могут приостановить работу или даже привести к остановке всего участка, цеха или завода.
4) Стандартизация – это метод, при помощи которого можно добиться стабильности при выполнении процедур первых трех этапов 5S – значит разработать такой контрольный лист, который всем понятен и прост в использовании. Продумать необходимые стандарты чистоты оборудования и рабочих мест, и каждый в организации должен знать, как это важно для общего успеха.
5) Совершенствование – означает то, чтобы выполнение установленных процедур превратилось в привычку
Мероприятия, лежащие в основе 5S (сортировка, рациональное расположение, уборка, стандартизация и совершенствование), абсолютно логичны. Они представляют собой базовые правила управления любым продуктивно работающим отделом. Однако именно системный подход, который система 5S применяет к этим мероприятиям, и делает ее уникальной.
См. также:
Что такое 5S. Система 5S. Система 5с
Поделиться в соц. сетях
5S — система бережливого производства
Система 5S как первый шаг внедрения бережливого производства на промышленном предприятии
В последнее время всё большую популярность приобретает бережливое производство. Для его внедрения требуется трансформация менталитета работников и руководителей предприятий, которые обязаны научиться выявлять потери, понимать, какие действия или состояния реально являются потерями, и непрерывно работать над их устранением. Начать внедрение бережливого производства можно с системы организации рабочего пространства 5S («Упорядочивание»), разработанной на рубеже 60-70 гг. ХХ века в Японии.
Система 5S включает в себя пять шагов (табл. 1) [1; 4].
Таблица 1 — Суть этапов системы 5S и возможные эффекты
| Наименование этапа | Расшифровка | Виды эффектов: П – производительность; Б – Безопасность; К — качество |
| 1. Удаление ненужного | Все предметы рабочей среды разделяются на три категории: нужные, ненужные и не нужные срочно. Ненужные удаляются по определенным правилам. Нужные сохраняются на рабочем месте. Не нужные срочно располагаются на определенном удалении от рабочего места или хранятся централизованно. Распределяются и закрепляются зоны ответственности каждого работника | П: Сокращение ненужных запасов Сокращение занимаемых площадей Б: Сокращение травматизма за счет освобождения производственной среды от ненужного К: Улучшение сохранности сырья, материалов, готовой продукции |
| 2. Упорядочение размещения предметов | По отношению к нужным предметам и предметам, не нужным срочно, вырабатываются и реализуются решения, которые обеспечивают: — быстроту, легкость и безопасность доступа к ним; — визуализацию способа хранения и контроля наличия, отсутствия или местонахождения нужного предмета; — свободу перемещения и эстетичность производственной среды | П: Эффективное использование рабочих мест, улучшение организации труда. Сокращение потерь времени на поиски, хождения и т.п. Б: Сокращение травматизма из-за безопасного способа хранения предметов – создание безопасной ситуации К: Сокращение брака из-за случайного использования несоответствующих компонентов |
| 3. Очистка рабочего места | Определяются основные источники загрязнения рабочего пространства. Проводится анализ и определяется, кто имеет доступ к документам /деталям, к каким именно, каким образом и т.д. | П: Сокращение простоев из-за неисправности оборудования Б: Улучшение санитарно-гигиенических условий труда. Предотвращение утечек пара, газа, воздуха, воды и опасных веществ. Сокращение аварий из-за неисправности оборудования. Устранение причин аварий, пожаров, несчастных случаев К: Сокращение брака и потерь, связанных с загрязнением. Сокращение брака из-за неисправности оборудования и контрольно-измерительных приборов |
| 4. Стандартизация правил уборки | Разрабатывается инструкция, включающая правила пользования документами/деталями в отделах /на участках. Определяется круг лиц, которые имеют право ими пользоваться | П: Сокращение потерь за счет визуализации контроля и управления Б: Визуализация контроля безопасности К: Стандартизация методов контроля |
| 5. Формирование привычки соблюдать чистоту и порядок | Разработанные на 4-м этапе инструкции утверждаются приказом директора, изданным по предприятию. С людьми, занимающими должности, которые имеют доступ к документам/деталям, проводится инструктаж по работе. По окончанию инструктажа, подписывается документ, подтверждающий, что человек с инструктажем ознакомлен. Обязательно назначается лицо, ответственное за хранение документов / деталей. При необходимости вводится система штрафов | П: Рост выработки за счет мотивированности персонала на производительный труд Б: Соблюдение правил охраны труда. Безопасное производственное поведение К: Сокращение брака из-за невнимательности или недисциплинированности персонала |
Внедрение системы 5S является первым шагом к развёртыванию бережливого производства (Lean-Manufacturing) и воспитания в персонале способности осуществлять постоянное совершенствование производственной среды и поддерживать достигнутый уровень. Для повышения эффективности внедрения 5S на промышленном предприятии следует вводить конкурсы «Лучный цех», «Самый чистый рабочий участок» и т.д. Одновременно следует присваивать звание «Худший цех» и «Самое грязное рабочее место» для повышения дисциплины.
В ходе проведения 5S – упорядочения, провидится инвентаризация специализированной оснастки и составляется перечень не задействованного спец. инструмента. По её итогам должно быть списано и отправлено на дальнейшую утилизацию изношенных и снятых с производства агрегатов, оборудования, металлического лома. Сумма, полученная с утилизации и переработки и будет суммой прямого экономического эффекта.
Однако, эффект от данных мероприятий заключается не только в снижении затрат на производство, увеличения цены выпускаемой продукции за счёт роста качества, снижении затрат времени на изготовление единицы продукции, но и в психологической составляющей – работники будут с большим энтузиазмом и эффективностью работать на аккуратном, чистом рабочем месте (табл. 1).
Основным результатом является относительная экономия ресурсов, а не затрат, в первую очередь сокращение остатков незавершённого производства за период, что ведёт к экономии на кредитовании или возможности вложения раньше высвободившихся денежных средств в альтернативные мероприятия.
Для внедрения данных изменений необходим человек-лидер, занимающий руководящее положение и имеющий право принимать важные решения и нести за них ответственность. Его следует назначить «агентом изменений», тем, кто будет продвигать идею и контролировать процесс.
Перед внедрением системы требуется провести для всех руководителей подразделений однодневный семинар-тренинг. Менеджеры должны реализовать на своих рабочих местах три первых принципа системы за три месяца.
Каждые три недели они должны участвовать в индивидуально-групповых консультациях по внедрению: сначала обсуждаются накопившиеся вопросы и проблемы в аудитории (в группах по 10-12 человек), а затем все члены группы вместе с консультантами последовательно обходят кабинеты, рабочие места каждого члена группы. При этом решения многих проблем находятся именно в ходе таких обсуждений и посещений. Руководители легко будут перенимать опыт друг друга. Достижение результата должно проверяться по контрольному листку.
Следует изменить организационную схему управления. В первую очередь — изменить штатное расписание. Управление производством доверить мастерам и бригадирам. Все промежуточные управленцы в лице бывших заместителей переводятся в группу развития.
Оценить эффекты от внедрения данного мероприятия до реализации системы 5S сложно, однако, можно на основе опыта российских предприятий предположить, какими будут выгоды при успешной реализации данного проекта (рис. 1) [3].
При успешности внедрения системы 5S возможно перейти к внедрению системы кайдзен (kaizen) [2], которая основана на: ориентации на потребителя, всеобщем контроле качества, кружках качества, системе предложений, автоматизации, дисциплине на рабочем месте, всеобщем уходе за оборудовании, повышении качества, росте производительности и разработке новой продукции. Одна из отличительных особенностей системы в том, что она направлена на разработку предложений и инноваций «снизу вверх», то есть работник делает предложение по улучшению, предложение рассматривается, принимается решение — внедрять его или нет. Далее происходит внедрение предложения, и работник поощряется за его идею (в том числе и в виде процента от экономического эффекта).
Рисунок 1- Ожидаемые выгоды от внедрения бережливого производства
Данные мероприятия повлекут не только несомненный материальный эффект для предприятия, но и изменение корпоративной культуры, выражающиеся в более аккуратном и внимательном отношении к собственному рабочему месту и предприятию в целом, росте рационализаторских предложений. Поощрять такие предложения следует материально (премии от 5 до 15% от заработной платы, организация поездок, экскурсий) и морально в виде грамот, досок почёта и т.д.
Литература
1. Володин, Р.С.Формирование архива документов по системе 5S / Р.С. Володин. -http://www.virtpronet.ru/index.php?do=static&page=5s;
2. Имаи, М. Кайдзен: Ключ к успеху японских компаний/ М. Имаи. – М.: Альпина Бизнес Бук, 2005. – 274 с.
3. Попов, С.Г.Применение методик концепции «Бережливое производство» / С.Г. Попов. — http://ria-stk.ru/mmq/adetail.php?ID=48266.
4. Растимешин, В.Е. Упорядочение / 5S – система наведения порядка, чистоты и укрепления дисциплины с участием всего персонала /В.Е.Растимешин, Т.М.Куприянова. — http://www.tpm-centre.ru/page.php?pageId=106&menuItemTreeCode=050304
Методика внедрения инструмента бережливого производства 5S
Библиографическое описание:
Васильева, С. Е. Методика внедрения инструмента бережливого производства 5S / С. Е. Васильева, С. Ю. Данилова. — Текст : непосредственный // Молодой ученый. — 2016. — № 13 (117). — С. 388-393. — URL: https://moluch.ru/archive/117/31280/ (дата обращения: 07.08.2020).
Ключевой целью системы 5S является создание организованного и чистого рабочего места, которое предусматривает безопасное и стабильное кружение, более лёгкое определение потерь и отклонений [1].
Предлагаемая методика 5S основана на пятиуровневой последовательности (таблица 1).
Таблица 1
Описание системы 5S
Уровень | Название | Описание |
1 | Сортировка | Хранение исключительно необходимого |
2 | Создание порядка | Свое место для каждой вещи и каждая вещь на своем месте |
3 | Соблюдение чистоты | Приведение зоны к первоначальному виду и поддержание аккуратного рабочего места |
4 | Стандартизация | Стандарты, кто что и когда делает во всех зонах |
5 | Совершенствование | Поддержание системы и измерение ее эффективности |
Рассмотрим каждый уровень более подробно.
Уровень 1. 1S. Сортировка
Сортировка — это хранение только того, что необходимо для создания ценности для клиента, когда ничего больше нельзя убрать. Необходимые на рабочем месте предметы отделены от ненужных предметов, которые затем удаляются. Это относится не только к дополнительным материалам (например, инструменты, оборудование, стеллажи), но и к прямым материалам. Для прямых материалов требуется установить максимальные и минимальные уровни всех запасов. Минимальный уровень устанавливается на основе Клиентского спроса при сохранении стабильного производства. Максимальный уровень запасов — это минимальное количество, необходимое для поддержания стабильного производства и, соответственно, поддержания нетерпимости к потерям. Сортировка тесно связана с Принципами управления материалами на предприятии. Она требует хорошего баланса рабочей нагрузки смежных процессов, которые стандартизированы таким образом, что производство является стабильным. Сортировка — один из самых важных инструментов предприятия для достижения уровня 3 ключевых концепций предприятия.
Уровень 2. 2S. Создание порядка
На этом уровне определяется место для каждого необходимого предмета и расположение этих предметов в зоне, так что в основном у всего есть своё место, и всё находится на своих местах. Кроме того, в качестве ключевого элемента этого уровня, важно выявление источников загрязнения и устранение основных причин этого для обеспечения требуемых условий и избежания нежелательных элементов или нежелательных ситуаций.
Уровень 3. 3S. Соблюдение чистоты
На этом уровне наступает необходимость генеральной уборки, приведения зоны в первоначальное состояние, а также поддержание аккуратного рабочего места. Она начинается с полной очистки и приведения всех элементов в зоне к начальным условиям, а затем устанавливается график уборки для поддержания стандартов и выявления отклонений от нормы. Подметание полов, вытирание машин, покраска обеспечивают приведение всего на заводе в чистый вид. Чистка позволяет увидеть повреждения, такие как трещины, протечки и износ; и предвидеть будущие поломки. Очистка скребком должна проводиться на регулярной основе. Выделите определенное время для уборки (например, последние пять минут смены). Определите, что надо чистить, а затем распределите задачи между конкретными людьми. Необходимый уборочный инвентарь и расходные материалы должны быть доступны в точке использования.
Уровень 4. 4S. Стандартизация
Стандартизация — это включение практик первых трёх S в ежедневную работу, это определение стандарта, кто, что, когда и как делает на всех участках. Стандарты 5S для всех зон завода устанавливаются и поддерживаются с помощью визуальных изображений стандартного состояния. Для поддержания хорошего состояния 5S каждый должен знать, что он несёт ответственность за выполнение, а также что, почему, когда, где и как делать.
Ниже на рисунке 1 представлены ключевые факторы успеха от внедрения системы 5S. На рисунке 2 представим более подробно последовательность операций процесса на примере предприятия по производству автокомпонентов.
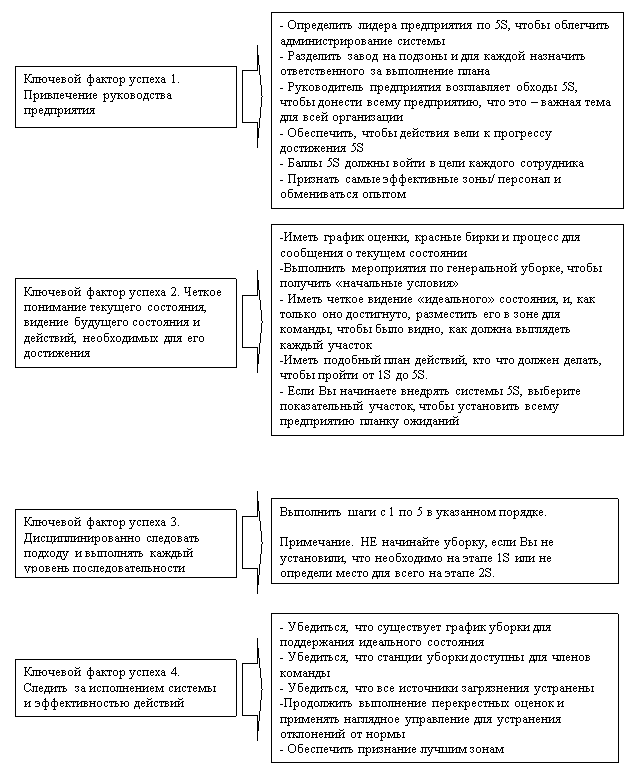
Рис. 1. Развернутое описание ключевых факторов успеха
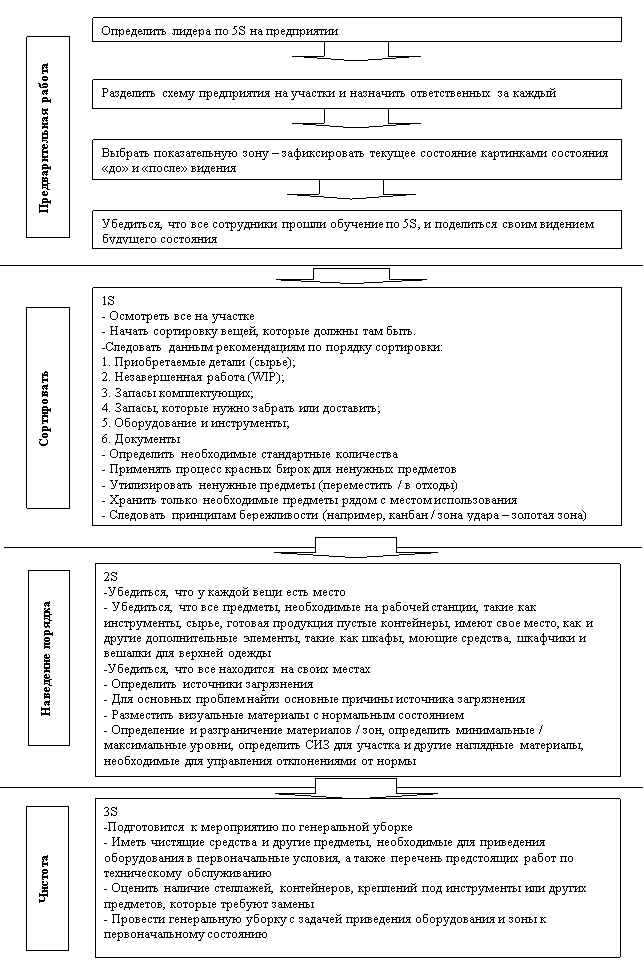
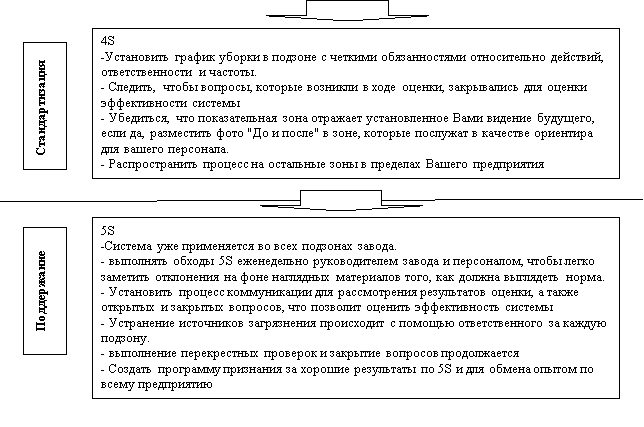
Рис. 2. Последовательность операций процесса
Уровень 5. 5S. Совершенствование
На этой фазе целью является поддержание системы 5S и создание системы оценки для обеспечения эффективности. Обеспечьте дисциплинированное соблюдение правил и процедур 5S для предотвращения нарушений. Придерживайтесь правил для поддержания стандарта и продолжайте совершенствоваться каждый день.
В результате предложенное мероприятие позволит:
– 5S тесно связана с безопасностью труда
– Рабочая среда влияет на вовлеченность сотрудников
– На чистом и организованном предприятии легче определить потери
– 5S влияет на восприятие нас клиентами и инвесторами
– 5S и наглядное управление предусматривают безопасную и стабильную среду, более легкое определение потерь и ненормальных состояний [2].
После внедрения процедуры 5S необходимо разработать оценочный лист (таблица 2) и один раз в месяц оценивать уровень применения данной процедуры.
Таблица 2
Оценочный лист по 5S апримере предприятия по производству автокомпонентов
5S | AREA | Участок | 1 | Очень плохо — Нет контроля | |||||||
AUDITED BY | 5S | 2 | Плохо — Некоторый контроль | ||||||||
Date | 12.02.2014 | 3 | Ср уровень — Частично под контролем | ||||||||
Пошив | 4 | Хорошо — Приемлемо | |||||||||
5 | Очень хорошо- Под контролем | ||||||||||
5S | No | Чек лист | Описание | 1 | 2 | 3 | 4 | 5 | Comments | ||
Seiri Separate Селекция | 1 | Все машины и части оборудования постоянно используются | Нужно нам или нет? Ненужные отметить красной лэйблом 5S. | 5 | |||||||
2 | Нет посторонних предметов на рабочих площадях | Нужно нам или нет? Проверить. Ненужные отметить красной лэйблом 5S. | 5 | ||||||||
3 | Все ненужные части четко обозначены | Все ненужные предметы (помеченные красной лэйблом 5S) убраны | 5 | ||||||||
4 | Все контейнеры, рабочие области, стеллажи и инструменты четко обозначены | Проверить | 5 | ||||||||
25 | 5 | Доски отчетов обновлены и хорошо представлены | Все графики и отчеты действительны и презентабельны | 5 | |||||||
Seiton Straighten Сортировка | 6 | Все площади четко обозначены? | Все участки и материалы четко обозначены? | 5 | |||||||
7 | Все документы и файлы промаркированы и аккуратно размещены | Документы и файлы промаркированы и правильно размещены | 5 | ||||||||
8 | Места хранения на рабочих местах и рабочие места разработаны с целью простоты использования | Все расположено в пределах вытянутой руки | 5 | ||||||||
9 | Весь запас храниться в спец месте | Места для всего и все на своих четко обозначенных местах | 4 | Не укрыты часть стеллажей банка кроя | |||||||
24 | 10 | Зоны досок контроля чистые и проход к ним не затруднен | Нет загромождений в проходах к доскам контроля | 5 | |||||||
Seiso Scrub Уборка | 11 | Проверяемая площадь всегда чистая и свободная от лишних предметов | Стараться удалить грязь повторно не повредит | 5 | |||||||
12 | Машины чистые? | Все машины очищены от грязи пыли и масла | 5 | ||||||||
13 | Действует система по уборке (часть ODS) — отображена и актуальна | Операторы поддерживают чистоту в течение смены | 5 | ||||||||
14 | Нет кабелей, проводки, воздухоотводов, лежащих на полу или плохо закрепленных | Всё закрепляется четко на месте | 5 | ||||||||
25 | 15 | Уборочное оборудование | Хранение оборудования рядом с рабочей зоной | 5 | |||||||
Seiketsu Standardise Стандартизация | 16 | Показаны основные процедуры и стандартные операции отображены | Четко видны и актуальны | 5 | |||||||
17 | Операторы прошли тренинг и знают 5S | Операторы знают 5S | 5 | ||||||||
18 | Показать стандарты 5S | Стандарты 5S показаны | 5 | ||||||||
19 | Аудиты 5S регулярны и результаты представлены | Проверить отчет по аудитам | 5 | ||||||||
25 | 20 | Вывоз отходов | Есть мусорные ведра и они регулярно опустошаются | 5 | |||||||
Shitsuke Sytemise Систематизация | 21 | Спецодежда | Все операторы носят спецодежду и защитные приспособления | 5 | |||||||
22 | Ознакомление с 5S и ОТиТБ | Все операторы ознакомлены с 5S и требованиями ОТиТБ | 5 | ||||||||
23 | Мастерские 5S в случае необходимости | Проверять отчеты 5S после каждого изменения layout или запуска новой модели/проекта | 5 | ||||||||
24 | Все ознакомлены с планом эвакуации, техникой безопасности и сборки | Спросить оператор о местоположении | 5 | ||||||||
25 | 25 | Информация по качеству представлена для мотивации персонала (IPPM и т. д.) | Данные показаны и операторы ознакомлены? | 5 | |||||||
Необходимые условия для успешной реализации процедуры:
Определенное лидерство по предприятию, выполнение обходов 5S
– Ресурсы, определенные по участкам
– Выбор показательной области для создания концепции, которая может использоваться для
– распространения на остальную часть предприятия
– Выполнение перекрёстных проверок и закрытие вопросов
– Выполнение графика уборки
– Видение будущего состояния и чёткий план действий по его достижению
Таким образом, предложенная методика позволит эффективно организовать рабочее место.
Литература:
- Агеева И. М., Данилова С. Ю. Оптимизация производственного процесса за счет внедрения инструментов бережливого производства 5S / И. М. Агеева, С.Ю, Данилова // «Современные подходы к трансформации концепций государственного регулирования и управления в социально-экономических системах»Материалы 2-й Международной научно-практической конференции Курск, 19 февраля 2013 г. в 2-х томах: Изд-во ЗАО «Университетская книга, 2013. — Ч.1. — С. — 25–31.
- Степина, С. Е., Чернова Д. В. Методика анализа логистических процессов автосервисного предприятия в рамках концепции бережливого производства / С. Е. Степина, Д. В. Чернова // Вестник Самарского государственного экономического университета. — 2011. С.100–106.
- Womack, J. Seeing the Whole: Mapping the Extended Value Stream [Text] / J. Womack, D. Jones. — Brookline: Lean Enterprise Institute, 2002. — 152 р.
Основные термины (генерируются автоматически): место, уровень, AREA, AUDITED, IPPM, ODS, аккуратное рабочее место, оценочный лист, рабочее место, стабильное производство.
За 3 месяца внедрить бережливое производство, 5S, систему аналитики, и… не успеть!: denis_demakhin — LiveJournal

Всем привет! Меня зовут Дмитрий Ласковский и сегодня я на один пост отниму у Дениса рупор вещания)
В 2018 году с июля по сентябрь я занимался внедрением системы аналитики и некоторых принципов бережливого производства на шлаковом отвале в городе Выкса. Сейчас хочу немного отсыпать опыта и граблей, полученных в процессе.
Дано: шлаковый отвал ВМЗ, 3.000.000 тонн шлака, ежемесячный план переработки 60.000 тонн, 90 человек в компании, 3 бригады, круглосуточное производство, горы щебня и парк техники.
Какие были задачи? Самая основная — это выполнение плана по производству. Каждый месяц его или выполняли «на зубах» или не выполняли вовсе. В процессе налаживания процесса выяснялось множество проблем — от материальной базы до банально человеческих.

Сам я, вдохновившись книгой «Практика Дао Toyota» и Сергеем Филипповым, поставил себе задачу внедрить весь букет сакуры — бережливое производство, 5S и TPM.
Как я стал крутым спецом по производственным системам? Никак! Я им не стал и не являюсь)) Я 9 лет в веб-разработке, full-stack с набором навыков от джуна до сеньора. Плюс с амбициями управляющего — было свое небольшое дело, был продактом, сейчас своя it-компания.
Предыстория. Как оказался в проекте. MVP будущей системы.
В проект попал еще на начальных этапах в 2017 году. По знакомству попросили помочь с установкой 1с и VPS. На отвале тогда был 1 весовой терминал (сейчас 3). Все данные проходили через 1с.
Производство шло по схеме, где сырье сначала завозили в машинах на весы, взвешивали и только после везли на ДСК (Дробильно-сортировочный комплекс).

Так как сырье считалась до начала переработки, то несложно было посчитать выработку каждой смены. Тут-то мой опыт в вебе и пригодился. Я настроил выгрузку xml-файла с данными из 1с, за вечер собрал небольшой сайт, где показывалась информация о производстве за смену + отгрузки.
Первая версия системы:

Управляющему очень понравилось, что информация по тоннам теперь в телефоне и доступна в любой момент.
На этом идея так и осталась. Настроил автоматическую выгрузку и на время забыл об этом.
Практика Дао Toyota. Билет Токио-Выкса.
На отвале раньше работала дочерняя компания от АО «ВМЗ». Они пытались внедрять принципы бережливого производства и не заметить всюду висящие плакаты я не мог.

Прикупил я книгу Практика Дао Toyota, начал читать и стал по-тихоньку проникаться. В процессе дорабатывал систему и, когда была возможность, подкидывал идеи управляющему по поводу бережливого производства.

Съездил первый раз в Японию, вдохнул культуру (там кайдзен в каждом комбини). Советов с моей стороны стало все больше. В какой-то момент получил ответ управляющего на мои идеи, что ****еть — не мешки ворочать и был вежливо приглашен внедрять теорию на практике.
Проблема-решение. Послужной список первопроходца.
Итак, последние числа июня 2018 года. Я переезжаю из Москвы в Выксу. Неделю вхожу в курс дела и начинаю работу.
Самым первым делом я доделал свою цифровую систему. Теперь в ней работали все бригадиры, производственники, бухгалтеры и т.д.
Перевел весь бумажный учет в цифровой вид.
Появились возможности:
- Видеть весь прогресс по производству (в текущий момент, за месяц) в реальном времени;
- Строить отчеты по отгрузке и добыче;
- Смотреть реализацию;
- Вносить данные по работе смен.

Всё это было доступно сотрудникам в виде веб-версии, поэтому открывалось и на телефоне, и в компьютере и на планшете. Каждый работал с системой, как удобно.
Дальше постараюсь структурировано описать, что делал в режиме проблема-решение.
1. Связь «снизу вверх» + непредвзятая оценка работы бригад + автоматические ТО
Проблема: отсутствие взаимопонимания между бригадами, пилотами и механиками.
Последствия: неравномерная работа бригад. Одна бригада могла выполнить план, а следующая за ней даже не приступить к переработке, потому что до нее «ушатали» оборудование. Не было графика обслуживания техники, принципов сдачи/приемки техники. В итоге, частый выход техники из строя, остановка производства, невыполнение плана.
Решение: я инициировал еженедельные совещания по понедельникам в 7 утра, где были все бригадиры, глава по производству, главный механик. 2 месяца проводил совещания лично. По началу исписывал по 2 листа А4 с проблемами.
В дальнейшем разработал систему оценок работы бригады. После каждой смены глава по производству у себя в телефоне составлял отчет, и на основе внесенных данных выставлялась оценка по 5-тибальной системе, где изначально смене давалось 5 баллов и были штрафы:
-1 балл, если не выполнен план;
-1 балл, если простой был больше 2-х часов;
-1 балл, если был внеплановый ремонт техники.
В итоге получились вот такие отчеты по каждой смене:

Каждый понедельник я распечатывал сводку за неделю. Раздавал всем присутствующим на совещании, и мы анализировали каждую смену. Часто находили закономерности и устраняли системные ошибки еженедельно. Плюс появилась непредвзятая система оценки работы бригад — лучшую бригаду в конце месяца премировали.
Что стало спустя год после внедрения: управляющий внес существенный корректив, и поменял главу по производству и главного механика. Картина уже улучшилась за счет личных качеств. В системе теперь появился автоматический расчет ТО для техники от м.ч., полный учет расхода запчастей, гсм, пробега и т.д.:

Работа стала стабильной. От совещаний отказались, слишком мало проблем, хотя я считаю, что совершенствоваться можно постоянно.
Скоро добавлю подгрузку стоимости топлива и запчастей из 1с. В итоге получим полную картинку по расходам на техническую единицу.
2. Лютый бардак. 5S? ОБХСС!
Проблема: Я каждый день делал обход производственного участка. По началу бардак и грязь поражали воображение:

Последствия: терялись (и под шумок крались) инструменты, не было понимания по запасным частям. Если что-то ломалось в дробилке, то все производство «вставало».
Решение: провели инвентаризацию, все подписали, внесли в 1с, сделал выгрузку в систему. Теперь каждый мог посмотреть, что находится на складе:

Распечатал плакаты с объяснением 5S. На совещаниях стал проводить лекции по этой теме. Но, если честно, мужикам было похер на все эти японские забавы. Пришлось взывать к понятиям «инструмент должен знать свое место» и т.д. До 1-2S вроде дотянули)) Стало лучше.
Что стало спустя год после внедрения: глава по производству взял все на личный контроль. Завел шкафчики для инструментов, все распределил. Слов 5S он не употребляет, использует всем известные нам мотивационные русские диалекты. Наступил порядок, и пришла «прозрачность» в этом вопросе.
3. Недопроизводство/Перепроизвдоство
 Проблема: нестабильная работа бригад. Даже, когда наладили процесс, одни делали больше, другие меньше.
Проблема: нестабильная работа бригад. Даже, когда наладили процесс, одни делали больше, другие меньше.
Последствие: абсолютная непредсказуемость по выполнению плана.
Решение: выдача плана на смену системой. Я написал простую формулу, где разделил весь оставшийся план по добыче на оставшееся количество смен. Для дневной добавил коэффициент 1.05, а для ночной 0.98.
В итоге, мы каждый день уменьшали ежедневный план на смену. Бригадир, заходя на смену, открывал систему и видел, сколько нужно взять. Если брал план быстро, то не гнал его дальше, а вставал на обслуживание и готовил оборудование для следующей смены.
Что стало спустя год после внедрения: все так же! Система прижилась на «ура». Бригады работают «ровно» и стабильно выполняют план. Доработок не требует.
Что в итоге? Где бережливое производство-то?
Понимаю, что смог внедрить самую малость, но и приоритет был на развитие цифровой системы управления и аналитики.
В итоге получилась полезная ERP-система, которая смогла объединить в себе работу практически всех отделов компании.
Управляющий получил доступ ко всем важным данным в реальном времени на экране своего смартфона. Сотрудники же получили единый информационный центр о деятельности компании. Все данные так или иначе стекаются в получившуюся систему. Компания ушла от бумажного учета, провела небольшую автоматизацию, создала «прозрачность» в работе смен и механиков. Бережливое производство подсказало то, как это все должно было выглядеть в итоге.
В стремлении к «теоретическому идеалу» мы пришли к собственной практической реализации без лишних элементов.
Есть ли жизнь после отвала и бережливого производства? Да! В данный момент у меня своя компания веб-разработки. Теперь запускаю подобные системы для компаний и делаю сайты/приложения вместе со своей командой) Если вы в радиусе 300км от Москвы и у вас производство/строительство/парк техники и т.д. — зовите в гости!) Приеду, пройдемся по участку или цеху, подумаем вместе, как оцифровать и оптимизировать процесс в вашей компании.
Рекомендую ознакомиться с презентацией системы, в файлике гораздо больше информации, чем можно уложить в жж-посте:
Буду рад новым знакомствам, вопросам. Мои контакты:
Бережливое мышление и методы — 5S | Устойчивость
Введение
5S — это система для сокращения отходов и оптимизации производительности за счет поддержания порядка на рабочем месте и использования визуальных подсказок для достижения более стабильных результатов работы. Реализация этого метода «очищает» и организует рабочее место в основном в его существующей конфигурации, и, как правило, это первый метод бережливого производства, который внедряют организации.
Столпы 5S, Сортировка ( Seiri ), Set in Order ( Seiton ), Shine ( Seiso ), Standardize ( Seiketsu ) и Sustain ( Shitsuke ), обеспечивают методологию организации и очистки , развитие и поддержание производительной рабочей среды.В повседневной работе компании процедуры, поддерживающие организацию и порядок, необходимы для бесперебойного и эффективного потока действий. Этот метод бережливого производства побуждает работников улучшать условия труда и помогает им научиться сокращать отходы, незапланированные простои и производственные запасы.
Типичная реализация 5S приведет к значительному сокращению квадратных футов пространства, необходимого для существующих операций. Это также приведет к организации инструментов и материалов в помеченных и отмеченных цветом мест хранения, а также к «комплектам», которые содержат только то, что необходимо для выполнения задачи.5S обеспечивает основу, на которой могут быть внедрены другие методы бережливого производства, такие как TPM, сотовое производство, производство точно в срок и метод шести сигм.
Начало страницы
Метод и подход к реализации
5S — это циклическая методология: отсортировать, упорядочить, осветить, стандартизировать, выдержать цикл. Это приводит к постоянному совершенствованию.
Столпы 5S 1
Сортировать. Sort, первая S, направлена на устранение ненужных элементов на рабочем месте, которые не нужны для текущих производственных операций.Эффективный визуальный метод идентификации этих ненужных элементов называется «красная пометка», которая включает оценку необходимости каждого элемента в рабочей области и соответствующее обращение с ней. Красный ярлык размещается на всех элементах, которые не важны для операций или находятся в неправильном месте или количестве. После того, как элементы с красной меткой идентифицированы, эти предметы перемещаются в центральную зону хранения для последующей утилизации, переработки или переназначения. Организации часто обнаруживают, что сортировка позволяет им освободить ценную площадь и устранить такие вещи, как сломанные инструменты, лом и излишки сырья.
Блеск. После того, как беспорядок, засоряющий рабочие зоны, устранен и оставшиеся предметы организованы, следующим шагом будет тщательная очистка рабочей зоны. Для поддержания этого улучшения необходима ежедневная последующая чистка. Работа в чистой среде позволяет работникам замечать неисправности в оборудовании, такие как утечки, вибрации, поломки и перекосы. Эти изменения, если оставить их без внимания, могут привести к отказу оборудования и производственной остановке. Организации часто устанавливают цели, задачи, методы и инструменты сияния перед тем, как приступить к созданию столпа сияния. В порядке. Set In Order фокусируется на создании эффективных и действенных методов хранения, позволяющих упорядочить предметы так, чтобы их было легко использовать, и пометить их, чтобы их было легко найти и убрать. Установить в порядке можно только после того, как первая опора, Сортировка, очистит рабочую область от ненужных элементов. Стратегии эффективного набора в порядок включают покраску полов, нанесение этикеток и табличек с указанием надлежащих мест и методов хранения, определение рабочих зон и мест, а также установку модульных стеллажей и шкафов.
Стандартизация. После внедрения первых трех 5S следующим столпом является стандартизация лучших практик в рабочей области. Стандартизация, метод поддержания первых трех столпов, создает последовательный подход к выполнению задач и процедур. Три шага в этом процессе: назначение должностных обязанностей 5S (сортировка, установка порядка, чистота), интеграция обязанностей 5S в обычные рабочие обязанности и проверка обслуживания 5S. Некоторые из инструментов, используемых при стандартизации процедур 5S: диаграммы рабочего цикла, визуальные подсказки (например,g., знаки, табло, табло с табло), расписание «пятиминутных» периодов 5S и контрольные списки. Вторая часть стандартизации — это профилактика — предотвращение накопления ненужных предметов, предотвращение поломки процедур и предотвращение загрязнения оборудования и материалов.
Сустейн. Устойчивость, выработка привычки правильно поддерживать правильные процедуры, часто является наиболее трудным для реализации и достижения. Изменить укоренившееся поведение может быть сложно, и часто возникает тенденция вернуться к статус-кво и зоне комфорта «старого способа» ведения дел.Sustain фокусируется на определении нового статус-кво и стандарта организации рабочих мест. Без столпа устойчивости достижения других столпов не продлятся долго. Инструменты для поддержки 5S включают вывески и плакаты, информационные бюллетени, карманные руководства, проверки команд и руководства, обзоры эффективности и экскурсии по отделам. Организации обычно стремятся усилить сообщения 5S в различных форматах, пока они не станут «обычным делом».
Правильная дисциплина держит круг 5S в движении.
Начало страницы
Влияние на экологические показатели
Возможные преимущества:
- Окраска машин и оборудования в светлые тона и мытье окон, часто выполняемые под столбом Shine, уменьшают потребность в энергии, связанную с освещением.
- Окраска и очистка позволяют рабочим быстрее заметить разливы или утечки, тем самым снижая эффективность реагирования на разливы. Это может значительно сократить образование отходов в результате разливов и очистки.
- Устранение препятствий и разметка основных проездов снижает вероятность несчастных случаев, которые могут привести к разливу и сопутствующему образованию опасных отходов (например, пролитого материала, впитывающих прокладок и материалов для очистки).
- Регулярная очистка, входящая в состав Shine pillar, снижает накопление стружки, стружки, грязи и других веществ, которые могут загрязнить производственный процесс и привести к дефектам. Уменьшение количества дефектов имеет значительные экологические преимущества (например,g., избегание материалов, отходов и энергии, необходимых для получения дефектного продукта; избежать необходимости избавляться от дефектного выхода).
- 5S может значительно уменьшить площадь, необходимую для работы, за счет организации и утилизации неиспользуемого оборудования и расходных материалов. Чем меньше места для хранения, тем меньше энергии, необходимой для обогрева и освещения помещения.
- Размещение оборудования, деталей и материалов таким образом, чтобы их было легко найти, может значительно сократить ненужный расход. Сотрудники с большей вероятностью закончат одну партию химикатов или материалов перед тем, как открыть или заказать еще, что приведет к сокращению срока годности химикатов или материалов, требующих утилизации.
- 5S (например, знаки, табло, табло, ламинированные процедуры на рабочих станциях) могут использоваться для повышения понимания сотрудниками надлежащих процедур обращения с отходами и управления ими, а также опасностей на рабочем месте и соответствующих процедур реагирования на чрезвычайные ситуации. Методы 5S можно использовать для улучшения маркировки опасных материалов и отходов. Кроме того, экологические процедуры часто отделены от рабочих процедур и труднодоступны для рабочей станции. Внедрение 5S часто приводит к легко читаемым, ламинированным процедурам, размещенным на рабочих станциях.Интеграция с визуальными подсказками и рабочими процедурами 5S может улучшить экологический менеджмент сотрудников.
Внедрение
Визуальные подсказки
Возможные недостатки:
- Регулярная покраска и чистка машин и оборудования может привести к увеличению использования красок и чистящих средств. Краски и чистящие средства могут содержать растворители и / или химические вещества, которые могут привести к выбросам в атмосферу или увеличению образования отходов.
- Утилизация ненужного оборудования и материалов приводит к краткосрочному всплеску образования отходов.В некоторых случаях могут быть немаркированные отходы, которые могут быть опасными. Невовлечение экологического персонала к обращению с отходами может привести к неправильной утилизации некоторых отходов или к потере возможностей их утилизации или переработки.
Начало страницы
Полезные ресурсы
Грейф, М .. Визуальная фабрика: участие в построении совместной информации (Портленд, Орегон: Пресса о продуктивности, 1995).
Хирано, Хироюки. 5 столпов визуального рабочего места (Портленд, Орегон: Productivity Press, 1995).
Петерсон, Джим, Роланд Смит, доктор философии. Карманный справочник 5S (Портленд, Орегон: Productivity Press, 1998).
Поясек, Роберт Б. «Пять СС: инструмент, который готовит организацию к изменениям». Управление качеством окружающей среды (осень 1999 г.) 97-103.
Команда разработчиков прессы для повышения производительности. 5S для операторов: 5 столпов визуального рабочего места (Портленд, Орегон: Productivity Press, 1996).
Команда разработчиков прессы для повышения производительности. 5S для набора средств обеспечения безопасности: создание безопасных условий с использованием системы 5S (Портленд, Орегон: Productivity Press, 2000).
Команда разработчиков прессы для повышения производительности. 5S для безопасности: новые глаза для цеха (Портленд, Орегон: Productivity Press, 1999).
Симбун, Никкан Когио, изд. Системы визуального контроля (Портленд, Орегон: Productivity Press, 1995).
Tel-A-Train и группа повышения производительности. Система 5S: стандартизация рабочих мест (видео) (Портленд, Орегон: Productivity Press, 1997).
Начало страницы
Сноски
1 . Группа разработчиков прессы для продуктивности, 5S для операторов: 5 столпов визуального рабочего места (Портленд, Орегон: Пресса для продуктивности, 1996).
,
Lean 6S; 5S + Безопасность
Что такое Lean 6S
Многие компании скажут вам, что они внедряют бережливую 6S; 6S — это 5S плюс дополнительный уровень безопасности.
5S — это методический метод улучшения вашего домашнего хозяйства и стандартизации ваших процессов, что делает их более эффективными и менее стрессовыми для ваших сотрудников. Преимущества 5S — это более высокая эффективность, меньшая нагрузка, меньше аварий, более высокий уровень качества, меньше поломок и так далее.
6S и 5S работают над идеей предотвращения отходов Муда, Мури и Мура, особенно концентрируясь на Муда или семи отходах.
Шаги бережливого производства 6S

6S; Lean 5S плюс безопасность
Название 5S происходит от 5 японских слов, составляющих 5 стадий 5S, каждое из которых начинается с буквы «S». 6S добавила дополнительную букву «S» безопасности к исходной 5. Итак, ступени 6S таковы;
- 5S Seiri, или на английском языке; Сортировка, очистка, классификация. На этом этапе мы удаляем весь беспорядок и ненужные предметы, оставляя только инструменты, оборудование, компоненты и машины, которые требуются ежедневно.
- 5S Seiton, или на английском языке; Выпрямить, упростить, упорядочить, настроить. На этом этапе мы организуем все оставшиеся элементы; используя эргономические принципы, чтобы размещать предметы, которые минимизируют движение и уменьшают стресс. Мы также обеспечиваем, чтобы предметы были четко обозначены и имели четко обозначенный дом — «Все на своем месте, и все на своем месте».
- 5S Seiso, или на английском языке; Подметание, блеск, скраб, очистка и проверка. Это уборка и покраска территории для приведения ее к «новому» стандарту.Причина этого заключается не только в том, чтобы область выглядела красиво, но и в том, чтобы такие вещи, как протечки и другие проблемы, выделялись на фоне чистой области.
- 5S Seiketsu, или на английском языке; Стандартизация, стабилизация, соответствие. На этом этапе 6S мы стандартизируем предыдущие этапы внедрения, обеспечивая общие цветовые коды и способы работы.
- 5S Shitsuke, или на английском языке; Поддержание, самодисциплина, обычаи и практика. Именно здесь мы стараемся сделать процесс частью корпоративной культуры, чтобы обеспечить непрерывную реализацию и улучшение этой инициативы.
- Шестая «S»; Безопасность, теперь мы концентрируемся на аспектах безопасности нашей инициативы, анализируя каждое действие и каждую область, чтобы убедиться, что мы не пропустили никаких потенциальных опасностей.
Lean 6S Видео
Зачем внедрять безопасность в 6S
Безопасность является неотъемлемой частью каждой из исходных фаз 5S, так зачем нам добавлять ее в качестве дополнительного шага? Что ж, одна из причин заключается в том, что он уделяет дополнительное внимание вопросам безопасности, в то время как безопасность следует учитывать в рамках предыдущих шагов, а ее формулировка как дополнительный важный шаг придает безопасности дополнительную важность и внимание.
Этот дополнительный акцент может гарантировать, что мы не упустим из виду потенциально опасные ситуации, которые могли ускользнуть от нашего первоначального взгляда, когда мы были в тисках волнения от внедрения изменений, которые сделали наше рабочее место более эффективным и более простым в эксплуатации.
Преимущества Lean 6S
Основное преимущество 6S перед преимуществами 5S состоит в том, что повышенное внимание к безопасности, используемое в областях с более опасными процессами, может помочь еще больше снизить риск инцидента.Итак 6S; Безопасность 5S + — хороший выбор, если вы хотите снизить вероятность любой формы аварии.
Загрузки PDF и PowerPoint по Lean 6S
Что такое 6S — Скачать Lean 6S PDF бесплатно
6S — Бесплатная презентация 6S Lean PowerPoint
Ресурсы 6S
Ниже приведены учебные материалы по 6S и другие предметы, которые могут помочь в реализации вашей программы 6S;
Если у вас есть какие-либо вопросы о бережливых 6S или 5S и безопасности, или вы просто хотите поделиться некоторыми успешными реализациями; пожалуйста, оставьте свои комментарии ниже.
,
Внедрение TPS: Часть первая — Введение 5S (1)
Производственная система Toyota
Внедрение TPS: Часть первая
Проект продвижения JIT :
Q . Когда компания решает внедрить производственную систему Toyota (TPS) в свою компанию, очень важно, чтобы руководство взяло на себя ведущую роль в проекте. Какую роль играет руководство и как оно должно поддерживать реализацию проекта?
А .Прежде чем вводить различные методы JIT (Just-In-Time), должен быть большой проект JIT. Высшее руководство должно осознавать риски, с которыми мы сталкиваемся прямо сейчас. Например, из-за проблемы субстандартного кредита экономика является довольно проблематичной, а доход уменьшается, поэтому высшее руководство должно осознавать необходимость уменьшения затрат или затрат для увеличения прибыли, и это управление рисками должно быть разделено между людьми. Несмотря на то, что люди часто говорят, что кайдзен важен, они забывают, для какой цели нужно проводить кайдзен.Это сокращение затрат, и потребность в сокращении затрат должна разделяться как высшим руководством, так и обычными сотрудниками. Итак, чтобы внедрить TPS, мы должны создать проект продвижения JIT.
Q . Когда компания реализует такой проект, какие сотрудники должны быть в проектной команде?
А . Президент должен быть руководителем команды проекта, вице-президент должен быть заместителем руководителя проекта, а также все руководители отделов должны быть членами.В частности, очень важны директора, отвечающие за производственный отдел, а также начальник технологического отдела и начальник общего управления. Из них в центре команды проекта должен быть директор по управлению производством. Фактически, президент и вице-президент не будут участвовать в самом продвижении. Для внедрения должна быть какая-то команда практиков. Члены практической группы JIT должны быть текущим штатным персоналом, который включает людей в производственном отделе, производственно-техническом отделе, отделе общего управления и бригадира для каждого процесса и руководителей групп каждого процесса.
5S :
Q . С чего именно начинается практика JIT?
А . Это пилотная линия, и когда она завершится, ее успех можно перенести на другие процессы, по порядку, от финального процесса к продолжающемуся. При проведении пилотных линий следует начинать с линии окончательной сборки. Однако перед манипуляциями с конвейером или производственной линией обязательно наличие 5S, что означает отказ от всех видов муда.5S представляет пять японских слов: Seiri (чтобы четко отделить необходимые вещи от ненужных и отказаться от последних), Seiton (чтобы аккуратно расположить и обозначить вещи для простоты использования), Seison (всегда убирать), Seiketsu (постоянно поддерживать Seiri, Seiton и Seiso) и Shitsuke (чтобы рабочие всегда соблюдали правила).
Q . Какие бывают муда?
А . Муда означает ненужные вещи, такие как ненужный инвентарь материалов, незавершенное производство (НЗП) и дефектные продукты и т. Д.Это также относится к ненужным приспособлениям, инструментам и станкам. Со временем на фабрике могут накапливаться различные виды муда, и 5S — это процесс удаления этой муды. До внедрения 5S на большинстве заводов и в большинстве процессов царил беспорядок.
Q . Очевидно, что решить, что такое муда, а что нет, — сложная задача. Какие критерии им следует использовать?
А . Обычно этим критерием является использование одного месяца в листе производственного планирования, и если эти запасы и / или количества не используются в производственном планировании следующего месяца, они считаются ненужными.Производственный график на следующий месяц — это результат системы MRP. Когда у них есть эта информация, они могут пройти по цеху и решить, нужно ли что-то или нет. Это часть Сейри 5S.
Q . Что им делать с ненужным инвентарем? Должны ли они его выбросить или им нужно быть осторожными в том, что с ним делать?
А . Сначала есть красная этикетка, которая должна быть прикреплена к ненужному инвентарю, машинам или приспособлениям и т. Д.Эти вещи необходимо сначала переместить в зону хранения с красной этикеткой, а затем мы должны оценить, действительно ли они не нужны или нет. Если среди инвентаря есть дефектные единицы, то этот мертвый запас должен быть отменен. Даже несмотря на то, что на заводе используется одно и то же устройство, если им не нужен такой большой запас, то эти избыточные запасы на некоторое время следует переместить в хранилище с красной этикеткой.
Q . Действительно ли рабочим нужно понимать, зачем они это делают?
А .Поначалу люди часто говорят, что это утомительно, и не хотят этого делать, как дети дома, которые не хотят убирать в своей комнате. Однако ненужный инвентарь должен быть сокращен. Когда останется только необходимое, мы можем применить карточную систему Канбан. После того, как наклеены красные метки и оставлено ненужное, нужно переставить оставшиеся необходимые вещи. Первым шагом был Сейри, а затем следующий шаг — Сейтон. Это важно для 5S. Сейри — это просто удалить ненужные вещи, а затем необходимые вещи, которые остались, должны быть затем переставлены, чтобы их можно было легко использовать.Сейтон должен быть проведен после завершения Сэйри.
Q . Как следует выполнять Сейтон?
А . Для выполнения Seiton мы используем индикаторную пластину (см. Рисунок ниже), на которой указана такая информация, как адрес полки, название поставщика деталей, название позиции и кодовый номер позиции. Мы также отмечаем МАКСИМАЛЬНЫЙ и МИНИМАЛЬНЫЙ уровни запасов. МАКСИМАЛЬНЫЙ инвентарь эквивалентен размеру лота, когда мы применяем карточную систему Канбан, а МИНИМАЛЬНЫЙ инвентарь является точкой повторного заказа.Когда детали завершены, они хранятся здесь, и люди, работающие над последующим процессом, приносят свою карту Канбан и вынимают готовые детали из этого хранилища. Затем уровень запасов снизится до точки повторного заказа, и линии здесь начнут производство. Эта индикаторная табличка для Seiton тесно связана с карточной системой Канбан. Это часть движения 5S. Что касается самого сокращения запасов, если мы достигнем этого уровня, тогда на этом складе не будет необходимого инвентаря, и мы сможем сократить время выполнения заказа, потому что время хранения инвентаря было сокращено.Когда мы продвигаем 5S, в конечном итоге мы можем сократить время выполнения заказа, поскольку уменьшаются размеры запасов. Seiton также является предпосылкой для сокращения времени настройки. При проведении Сейтона отметьте место, где все должно быть. Например, оборудование, которое мы используем на заводе, такое как вилочный погрузчик, должно иметь место, в котором оно находится, определенное и затем отмеченное белыми линиями. Это тоже часть движения 5S.
Рисунок: Индикаторная табличка и индикация максимального и минимального количества запасов
,
Инструменты бережливого производства
Откройте для себя все, что вы когда-либо хотели знать о многих инструментах и методах бережливого производства, а также о том, как их можно эффективно реализовать в своем бизнесе. Мы предлагаем вам полный набор всех идей и инструментов, которые вы найдете в рамках «Бережливое производство» и «Бережливое производство и шесть сигм».
Добро пожаловать в «Инструменты бережливого производства», этот веб-сайт расскажет вам о различных принципах бережливого производства, его многочисленных эффективных инструментах и методах, а также людях, которые способствовали его развитию.Этот сайт также будет держать вас в курсе последних событий в различных отраслях, в которых внедряется бережливое производство.
Прокручивая эту страницу вниз, вы найдете краткие описания различных инструментов и методов бережливого производства и ссылки на страницы, где они описаны более подробно.
Инструменты бережливого производства

Инструменты бережливого производства
Существует множество различных инструментов бережливого производства, которые вы можете внедрить в своем бизнесе.Вместе они образуют единое целое, которое может быть реализовано как бережливое производство в вашей компании. Эти инструменты наиболее эффективны, если они реализованы вместе, однако многие из них можно использовать по отдельности для решения конкретных проблем в вашем бизнесе.
Если вы хотите получить полную информацию о многих инструментах, которые используются в Lean и Lean Sigma, и о том, для чего они нужны, то взгляните на наш список 50 лучших инструментов Lean .
Бесплатные презентации Lean
Мы также предлагаем вам полный спектр бесплатных загружаемых экономичных презентаций , которые доступны в форматах PowerPoint (pptx) и PDF.Они охватывают многие из различных методов бережливого производства и могут бесплатно использоваться в вашем собственном бизнесе. Мы также предоставляем онлайн-обучение и консультации через нашего тренера по бережливому производству .
Что такое бережливое производство?
Lean в прошлом назывался многими вещами; Производство мирового класса, производство без складских запасов, производство точно в срок и производственная система Toyota (TPS), и это лишь некоторые из них, но что такое бережливое производство?
Lean — это гораздо больше, чем просто способ сократить расходы и избавиться от ненужных отходов.Используя бережливое производство, вы можете быть уверены в том, что улучшаете качество своей работы, а также всегда вовремя доставляете то, что нужно клиенту.
Перейдите по этой ссылке, чтобы ознакомиться с полным описанием бережливого производства и определения бережливого производства.
История бережливого производства
Бережливое производство имеет историю, уходящую на много сотен лет назад, до появления производственных линий Ford модели T и производственной системы Toyota, которую мы знаем сегодня. Знание того, откуда появился Lean и почему он был разработан, может помочь вам лучше понять, что он действительно может для вас сделать.Для полного обсуждения взгляните на историю бережливого производства .
Преимущества бережливого производства
Зачем нам нужно внедрять бережливое производство? Каковы преимущества бережливого производства? Компания Toyota прошла путь от производителя дешевых автомобилей до мирового лидера благодаря внедрению производственной системы Toyota, известной на Западе как бережливое производство.
Внедряя инструменты бережливого производства в свой бизнес, вы получаете возможность сократить отходы, сэкономить деньги и расширить свой бизнес.
Чтобы получить полный обзор анекдотических преимуществ, а также фактическую статистику, взгляните на преимущества бережливого производства .
Принципы и философия бережливого производства

Принципы бережливого производства
Существует пять основных принципов бережливого производства, определенных Womack and Jones в их публикации 1990 года «Машина, которая изменила мир».
Эти принципы:
- Определите ценность, как она воспринимается покупателем.
- Определите поток создания ценности через ваш бизнес.
- Сделайте поток ценностей.
- Извлеките из потока создания ценности.
- Стремитесь к совершенству.
Чтобы узнать больше об этих принципах бережливого производства и о том, как они применяются в вашем бизнесе, перейдите по этой ссылке: Принципы бережливого производства .
Муда, Мури и Мура Пустоши бережливого производства

Семь отходов или 7 муд
Отходы — это все, что не добавляет ценности вашему процессу или продукции.Если это не то, за что покупатель был бы рад заплатить, то вам следует постараться удалить это.
Toyota рассматривает три основных направления отходов и идентифицирует их как 3M, или Muda, Mura и Muri :
- Мура: Это пустая трата непоследовательности или неравномерности. Это можно увидеть в пиках и падениях требований нашего времени.
- Мури: это пустая трата вскрыши. Это стресс, который мы создаем для наших сотрудников и процессов из-за чрезмерных требований, отсутствия обучения, плохих инструкций и множества других проблем.
- Muda: это более традиционная идентификация отходов, с которой ассоциируется большинство людей. Обычно это видно на примере Seven Wastes бережливого производства, и это любой процесс, который не добавляет никакой ценности.
Семь отходов постного мяса:
- Транспорт: перемещение товаров из одного места в другое.
- Запасы: от запасов готовой продукции до незавершенного производства (НЗП) и сырья.
- Движение: движение человека или машины в рамках операций.
- Ожидание: время простоя и непродуктивность.
- Перепроизводство: производство того, что сейчас фактически не требуется.
- Over-Processing: выполнение работы, выходящей за рамки того, что фактически требуется.
- Дефекты: все браки и переделки, которые могут быть произведены.
Кроме того, для создания 8 или более отходов постного мяса часто добавляют следующее:
- Талант: это неспособность использовать навыки и знания ваших сотрудников.
- Ресурсы: без надобности расходовать электроэнергию, воду и другие ресурсы.
- Побочные продукты: не использовать ничего, что осталось в ваших процессах.
5S Организация рабочего места

Инструмент 5S для бережливого производства
.
5S — один из основных строительных блоков бережливого производства и один из первых инструментов бережливого производства, с которого вы начнете свою реализацию. Это фундамент Lean, без которого вы не добьетесь успеха.Но , что такое 5S , каковы преимущества у 5S и как мне настроить программу 5S ? 5S предназначен не только для производственных процессов, он также применим в операциях по обслуживанию, а реализация 5S office часто дает больше времени на выполнение заказа, чем те, которые проводятся в вашем цехе. С добавлением Safety в качестве дополнительной буквы «S» мы получаем 6S ; 5S плюс безопасность.
Шаги 5S:
Сортировка или Сейри: Удаление всего беспорядка с территории.
- Выпрямитель или Сайтон: привести в порядок оборудование, инструменты и материалы.
- Sweep или Seiso: чтобы все почистить и проверить.
- Standardize или Seiketsu: внедрить стандартные методы работы.
- Sustain или Shitsuke: привить самодисциплину и сделать процесс частью повседневной практики.
- Многие также добавят шестую букву «S» для безопасности, чтобы сделать его более конкретным этапом процесса.
.
.
Отображение процессов и отображение потока создания ценности

Отображение потока создания ценности (VSM)
Возможность визуализировать, как взаимодействуют и работают ваши процессы, жизненно важна для понимания того, что происходит в вашем бизнесе.
Картирование вашего потока создания ценности с использованием таких идей и методов, как Value Stream Mapping (VSM), простая блок-схема или спагетти-диаграммы — очень эффективный способ выявить и выделить бесполезные шаги в ваших процессах.
Эти карты и диаграммы позволяют быстро определить, где вам нужно улучшить свои процессы. Вы также можете создавать карты будущего состояния и планы действий, чтобы упростить вашу работу и добиться улучшений во всем, что вы делаете.
.
.
Производство точно в срок и Канбан

Производство «точно в срок» или JIT — один из основных столпов бережливого производства. Все дело в том, чтобы делать то, что клиент хочет, когда он этого хочет, где он этого хочет, и в запрошенных количествах без каких-либо задержек на складе.
Это требует сокращения запасов и перехода к работе с небольшими партиями. Это также требует, чтобы вы улучшили и сбалансировали поток ваших процессов.Идеальный процесс — это тот, в котором у вас есть единый поток; вы создадите только один продукт, когда это потребуется.
Как правило, вам потребуется использовать методику замены штампа за одну минуту (SMED), чтобы сократить время настройки и уменьшить размер партии.
Производство «точно вовремя» — это еще и «тяговое производство». Вместо того, чтобы планировать и продвигать производство через свои процессы, вы извлекаете продукты из процессов по мере их заказа. Мы внедряем Kanban , чтобы обеспечить четкий поток без чрезмерного планирования или инвентаризации.
Канбан — это простой метод сигнализации предшествующим процессам, что делать и когда. Это позволяет нам втягивать материалы по мере необходимости, не создавая чрезмерных запасов.
.
Кайдзен

Событие кайдзен
.
Kaizen — это постоянное улучшение каждого процесса вашего бизнеса. Это можно сделать путем постоянного улучшения или с помощью специального модуля Kaizen Blitz , предназначенного для быстрого улучшения конкретной области вашего бизнеса.
Традиционный кайдзен — это командная инициатива, направленная на использование всего персонала в данной области для постоянного улучшения всего, что они делают. Это постоянный процесс, цель которого — делать небольшие постепенные улучшения неделя за неделей.
Блиц кайдзен обычно проводится экспертами и направлен на постепенное улучшение процесса. Обычно у проекта есть конкретная цель, например, повышение эффективности или уменьшение дефектов. Эти проекты обычно длятся около недели и могут значительно улучшить процесс.
Дзидока

Дзидока — один из столпов дома Лин
.
Одна из опор производственной системы Toyota и, следовательно, бережливого производства; Дзидока — это построенное на качестве.
Включает в себя такие идеи, как:
,